欲通过PED认证,企业要做大量的工作。
1.1 确定符合性评审模式
(1) 确定设备类别
设备分类依据①压力设备形式(如容器、管道、安全附件和压力附件)、②流体性质(根据危险程度分为2组。第1组包括易爆的、极易燃的、高度易燃的、易燃的———最高使用温度大于闪点、剧毒的、有毒的和氧化性的流体。所有第1组未涉及的流体都归为第2组。如果设备同时存在多个腔体或容纳几种不同流体,设备类型按照最高危险等级的流体归类)、③最大工作压力Ps和④容积V或公称直径DN确定。根据以上几个参数,查PED附录Ⅱ的图表, 阀门一般查找确定设备的危险性类别。例如,如流体为第1组,且DN大于
(2) 选择适合的符合性评审模式
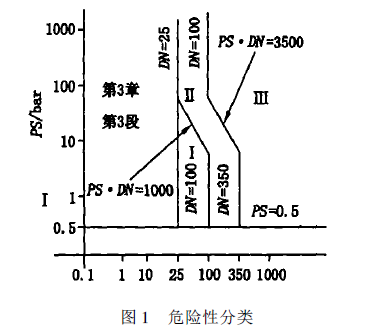
PED给出了A到H1共13种评审模式(表1)。根据图1得到的设备类别, 然后从表1中可得到相应的评审模式(企业也可以选用高危险类别的评审模式)。不同的评审模式,对企业的要求不同,所以在选用评审模式时要慎重, 既要满足需要,但又不要过高,以免投入不必要的人力和物力。
.png)
3.2 设置合理的组织机构
制造企业要设置合理的组织机构, 尤其是要在内部指派PED专家,PED专家团负责人一般是管理者代表或质保部部长, PED 专家要进行相关的培训,负责监督试验的全过程并对生产进行监督。
3.3 设计控制
在设计之前,制造企业有义务进行风险分析(Hazard Analysis), 然后在风险分析的基
3.4 材料控制
PED对材料的要求十分严格。制造商选用的材料只能是①符合欧盟0JED协调标准(Hfarmonized Standard)的材料。②欧洲认可的承压设备材料(PED指令第11章)。③指定机构特别批准的材料(特殊的材料检验、试验和证明)。采用第③种材料,制造企业仍要自己声明所选用的原材料符合欧盟的安全规定, 要对阀门的安全全权负责。选用的材质必须保证阀门在预期寿命内安全和可靠。材质的机械性能和化学成分等要同阀门的工况保持一致。如铜阀用铜合金材质的硬度就是一个很关键的指标。材料要有完整的质保证书, 并且在存放时应有标识。
3.5 焊接控制
如阀门生产中采用了焊接工艺,则焊接必须由有资格的人员依据合适的工艺规程完成。对于属于Ⅱ类、Ⅲ类和Ⅳ类的阀门, 工艺规程和焊接人员的资格必须由授权机构或成员国认可的第三方机构认可。
3.6 无损检测
阀门永久性连接(焊接)的无损探伤也必须由有资格的人员操作。对于Ⅲ类和Ⅳ类的阀门, 无损检测人员的资格必须由授权机构或成员国认可的第三方机构认可。